
手机仓库管理软件成熟案例,每个时代都有自己独特的风口。信息化时代的风口当然是以IT技术支撑的互联网,包括移动互联网。
一、手机仓库管理软件基本概念介绍:
手机仓库管理软件是一套通过入库、出库、调拨、和管理等功能,综合批次管理、物料、盘点、质检、即时库存管理等综合运用的系统,有效控制并跟踪物流和成本管理全过程,实现企业仓储全面管理。
二、手机仓库管理软件功能介绍:
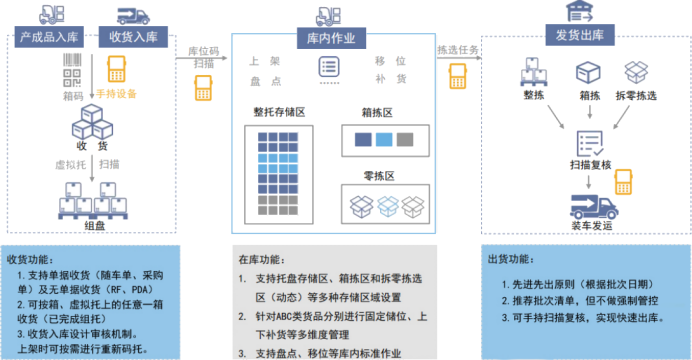
1、仓库入库:
不同物料接收区域不同,根据不同区域进行货位指引,增加操作效率;提高物品货位准确度识别。
2、仓库拣货:
根据生产任务下达,生产调度排期时间,按波次进行领料(道路指引)、分单操作,可对发料进行抽检核对校验。
3、库存管理:
灵活性盘点策略,可实现动盘、明盘、盲盘;可针对年度、月度、物料、货区进行针对性盘点,也可根据时间周期进行异动盘点。
4、超期预警:
对库内原材料、半成品、成品发起预警,根据计划需求评定、质量检验评定、仓库进行执行操作。
5、发货管理:
仓库产品周转快,订单多、生产、仓库、销售紧密集合,仓库根据订单紧急程度智能运算齐套发货,特殊订单允许变更,取消下架回退仓库,非标准装箱可进行库外作业包装。自动计算重量、体积,出库复核。

三、企业使用手机仓库管理软件有什么好处?
1、减少物资积压、减少物料呆料、减少作业差错、减少物料的报废数量,实现智能化、自动化仓储;
2、提高仓储作业效率,使仓库物料管理维护费用降低,控制仓库的进货及出货过程;
3、实现仓库物资数据与信息系统数据的同步准确,库存度达到99%以上,库存管理质量显著提升;
4、应用条码,RFID,仓储自动化设备等技术实现物资、物料快速查找、准确定位,提高仓储人员的作业效率,减少库管人员的作业强度;
5、实现数据无缝集成、实现信息共享,有力支持公司进行科学化、智能化、协同化的仓储运作;
6、应用仓储系统辅助仓储人员,进行作业提示、指导现场作业人员进行业务操作,避免业务操作中的不规范行为,显著降低仓储管理成本。
数字化应用实现智能制造过程中,人工智能等新技术融入先进制造技术后,可实现从产品设计到生产调度、故障诊断等各个环节的智能化驱动,在提高效率、降低成本同时实现个性化、定制化的生产制造,从而提升产品的科技溢价。